
Obalo HodiakZuzeneko obalo lauak dira (80-200mm ardatz luzea, 30-80mm ardatz laburra) eta, esate baterako, sekzio gurutzatuaren eta gehiegizko burrinak bezalako arazoak izaten dira angelu zuzenak moztean. Prozesu eta tresna profesionalak behar dira prozesaketa zehatza lortzeko ondorengo soldadura edo muntaiaren kalitatea ziurtatzeko.
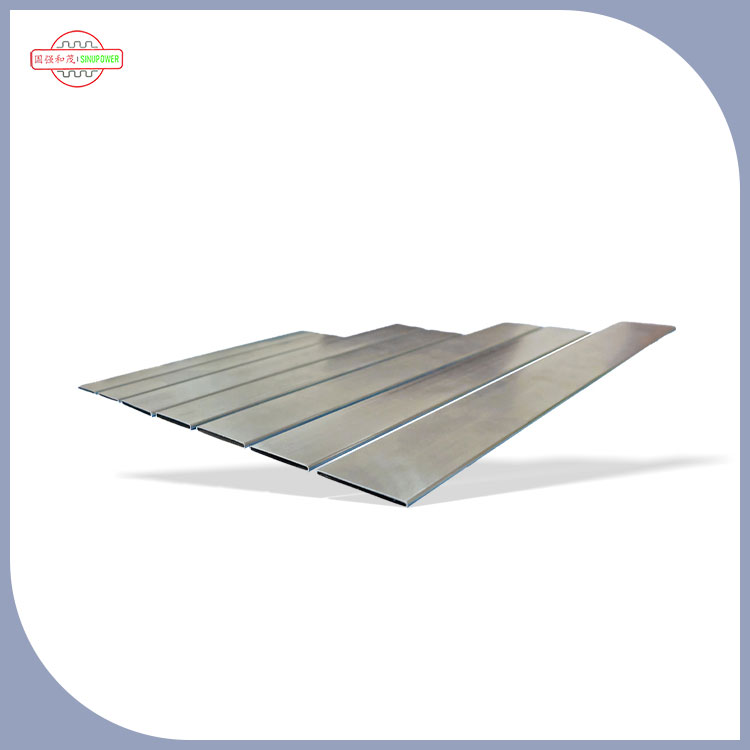
Ebaketaren zailtasuna zeharkako ezaugarrietan kontzentratzen da. Obalo hodien egitura asimetrikoak zailtzen du tamaina-egokitzapen tradizionalaren angelu-zehaztasun egokia ziurtatzea. Ebaketa angeluaren desbideratzea 1 ° baino handiagoa bada, Butt Bat-en hutsuneak 0,5mm gaindituko du, soldaduraren indarrari eraginez. Gainera, hodien hormaren lodiera (normalean 2-5 mm) irregularra denean, tokiko berotzea eta deformazioa gertatzen dira. Batez ere altzairu herdoilgaitzezko materialen prozesatzean, tenperatura altuak oxidoaren eskala eratuko du, ondorengo artezteko kostua handituz.
Tresna hautatzea materiala eta zehaztapenak bat etorri behar dira. Karbono gutxiko altzairuzko hodiak, plasma moztea (gaur egungo 80-120a) gomendagarria da, 10-15mm / s murrizteko abiadura duena, eta atalaren bertikaltasun akatsa 0,3mm / m-ren barruan kontrolatu daiteke; Altzairu herdoilgaitzezko materialetarako, Laser ebaketa (potentzia 500-1000W) nahiago da. Zuntz optikoaren bidez transmititutako energia handiko argi izpien bidez kontaktu gabeko prozesamendua da, <0,1mm-ko beroa kaltetutako zona batekin, intergranular korrosioa ekiditeko. Horma meheko hodiak (lodiera <3mm) CNC alanbrearen ebaketa erabil daiteke ± 0,01 mm-ko zehaztasunarekin, hau da, zehaztasun osagaien prozesatzeko egokia da.
Eragiketa prozesuak kokapen eta parametroen ezarpenean oinarritzen da. Ebaketa egin aurretik, ebaketa-lerroak konpondu behar dira, ebaketa-lerroa ardatzaren arabera perpendikularra dela ziurtatzeko (desbideratzea ≤0.5 °), eta aparatuaren indarra 5-10mpara kontrolatzen da deformazioa ekiditeko; Plasma moztean, tobera hodien hormatik 3-5 mm-ra mantentzen da eta gasaren presioa (airea edo nitrogenoa) 0,6-0,8MPA ezarrita dago, arku dibergentzia ekiditeko; Laser ebaketa ardatzaren posizioa hormaren lodieraren arabera egokitu behar da, eta harresi lodiko hodien fokua hodiaren hormaren 1/3-ra doitzen da ebaketa barneratzea hobetzeko.
Ondorengo prozesamenduak azken kalitateari eragiten dio. Ebaki ondoren, angelu-artezgailua (120 gramo artezketa gurpilarekin) beharrezkoa da Burrins kentzeko Cross ataleko Zakarra Ra≤12.5μm; Altzairu herdoilgaitzezko hodiak pasibatu behar dira (azido nitrikoko soluzioan murgilduta 10-15 minutuz) ebaki gainean herdoila saihesteko. Zehaztasun handiko baldintzak dituzten eszenetarako (hala nola, automobilezko ihes hodien muntaketa), angelu desbideratze egokia hiru koordenatuen neurketa tresna batek antzeman behar du ± 0,1 ° tolerantzia estandarra betetzen duela ziurtatzeko.
Angelu zuzenak moztea f-nhodiak hodiakekipoen errendimendua eta prozesuaren xehetasunak kontuan hartu behar ditu. Posizionamendu zehatzaren bidez, parametroen optimizazioaren eta ondorengo prozesamenduaren bidez, sekzio leuna eta angelu prozesatzeko efektu zehatza lor daiteke, kanalizazio konexioaren zigilatzeko eta egiturazko indarraren oinarrizko bermea eskainiz.